
טווח צביעת אינדיגו סלשר
מפרטים
| 1 | מהירות מכונה (צביעה) | 6 ~ 36 מ'/דקה |
| 2 | מהירות מכונה (גודל) | 1 ~ 50 מ'/דקה |
| 3 | אורך אוויר | 32 מ' (אופייני) |
| 4 | קיבולת מצבר | 100 ~ 140 M |


Beam Creels
תכונות
| 1 | צביעה + מידה |
| 2 | ייצור יעיל |
| 3 | מינימום שבירת חוט |
| 4 | מצבי ייצור מרובים |
| 5 | ייצור אוטומטי ביותר |

בלם קרן

ארון חשמלי נוף חלקי
עקרונות לצביעת אינדיגו חתוכה
1. מכינים תחילה חוט (במכונת עיוות כדורים לצביעת חבלים, ע"י מכונת עיוות ישירה לצביעת סלאשר) ומתחילים מצלילי הקורות.
2. קופסאות טרום טיפול מכינות (על ידי ניקוי והרטבה) את החוט לצביעה.
3. קופסאות צבע צובעות את החוט באינדיגו (או סוגים אחרים של צבע, כמו גופרית).
4. האינדיגו מופחת (בניגוד לחמצון) ומומס באמבט הצבע בצורה של לאוקו-אינדיגו בסביבה אלקלית, כאשר ההידרוססולפיט הוא חומר ההפחתה.
5. לאוקו-אינדיגו נקשר עם חוט באמבט הצבע, ולאחר מכן מביא במגע עם חמצן על מסגרת האוורור, לוקו-אינדיגו מגיב עם חמצן (חמצון) והופך לכחול.
6. תהליכי טבילה ואיור חוזרים ונשנים מאפשרים לאינדיגו להתפתח בהדרגה לגוון כהה יותר.
7. קופסאות לאחר כביסה מסירות את הכימיקלים העודפים על החוט, ניתן להשתמש בשלב זה גם בחומרים כימיים נוספים למטרות שונות.
8. תהליך המידה נעשה מיד לאחר הצביעה על אותה מכונה, קורות סופיות מוכנות לאריגה.
9. מבחינת פרודוקטיביות, לטווח צביעת חתך יש בדרך כלל כחצי מכושר הייצור של טווח צביעת חבלים של 24/28.
10. כושר ייצור: כ-30000 מטר חוט על ידי טווח צביעת סלאשר.

Headstock

קופסת מידה

אזור מפוצל

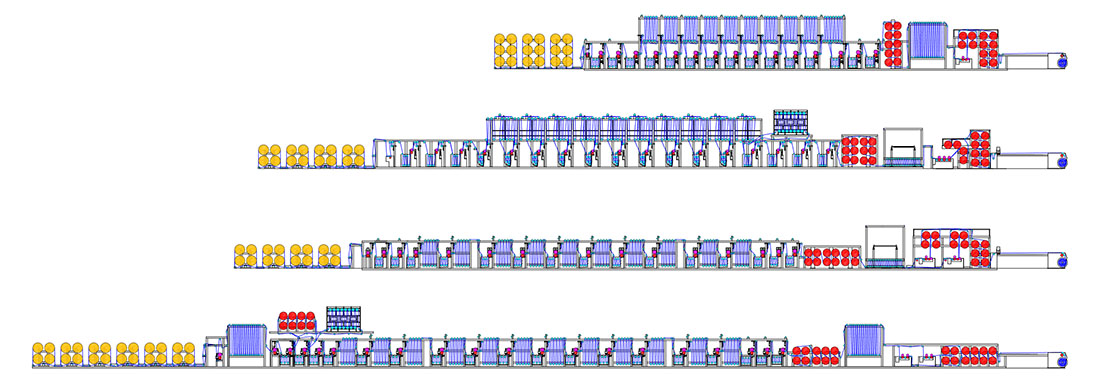
מבט מלמעלה של מכונת צביעת סלאשר


בקרת מתח אוטומטית

מד זרימה של Endress+Hauser

גיליון עליון וגיליון תחתון





